معنی کلمه جوشکاری نقطهای در دانشنامه عمومی
جوشکاری نقطه ای را به راحتی می توان برای انواع اجناسی که از ورق ساخته می شوند، مانند سطل های آهنی به کار برد. آلیاژهای آلومینیم را نیز می توان با این روش جوش داد، اما هرچه قابلیت رسانایی الکتریکی و گرمایی بیشتر باشد، برای جوشکاری آن ها شدت جریان را باید تا ۳ برابر افزایش داد. این کار مستلزم برخورداری از دستگاه های جوشکاری بزرگ تر، قوی تر و گرانتری است. متداول ترین کاربرد جوشکاری مقاومتی در صنعت خودرو است که در همه جا به منظور جوشکاری ورق های بدنه خودرو به کار می رود. همچنین، دستگاه های مقاومتی را می توان کاملاً اتوماتیک کرد. امروزه ربات های جوشکار زیادی را می توان در خطوط مونتاژ مشاهده کرد.
از دیگر کاربردهای جوشکاری مقاومتی، کلینیک های دندانپزشکی است که در آنجا، تجهیزات کوچک جوشکاری مقاومتی برای چسباندن چسب های فلزی به کار می روند.
• جوشکاری
• مقاله های بدون منبع
• همه مقاله های بدون منبع
جوشکاری نقطه ای(Spot welding). جوشکاری نقطه ای ( به انگلیسی:Spot welding ) نوعی جوشکاری مقاومت الکتریکی است که برای جوش دادن محصولات مختلف ورق فلزی، از اتصال نقاط تماس سطح فلز توسط گرمای حاصل از مقاومت در برابر جریان الکتریکی استفاده می شود.
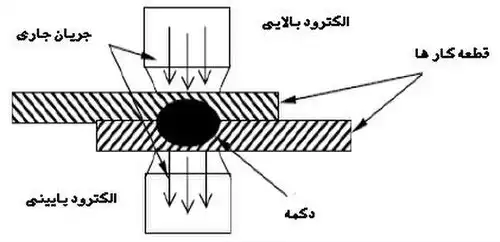
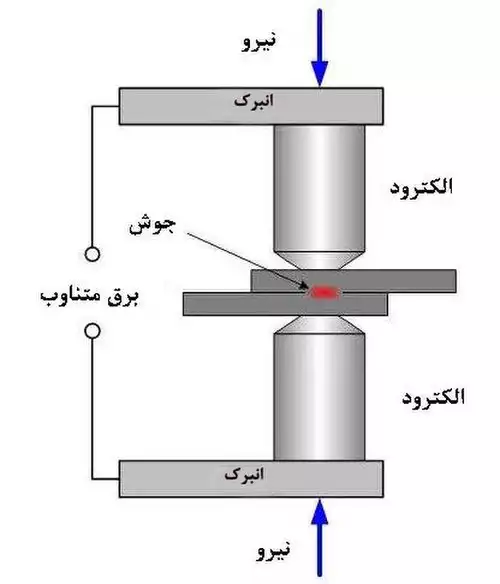
در این فرآیند از دو الکترود از جنس آلیاژ مس استفاده می شود تا جریان جوشکاری در یک نقطه ی کوچک متمرکز شود و همزمان ورق ها به هم بچسبند. قطعات کار تحت فشار اعمال شده توسط الکترودها در کنار هم نگه داشته می شوند. به طور معمول ورق ها در محدوده ضخامت ۰٫۵ تا ۳ میلی متر ( ۰٫۰۲۰ تا ۰٫۱۱۸ اینچ ) می باشند. اعمال یک جریان زیاد به نقطه ی ذکر شده، فلز را ذوب کرده و باعث تشکیل جوش می شود. یکی از ویژگی های مطلوب جوشکاری نقطه ای این است که می توان مقدار زیادی انرژی را در مدت زمان بسیار کوتاه ( تقریباً ۱۰ تا ۱۰۰ میلی ثانیه ) به نقطه اعمال کرد. این اتفاق باعث می شود تا جوشکاری بدون گرم شدن بیش از حد باقیمانده ی ورق انجام شود.
مقدار گرمای ( انرژی ) داده شده به نقطه با مقاومت بین الکترودها، مقدار جریان و مدت زمان اعمال جریان تعیین می شود. همچنین مقدار انرژی طوری انتخاب می شود که با خواص مواد ورق، ضخامت آن و نوع الکترود مطابقت داشته باشد. لازم به ذکر است استفاده از انرژی بسیار کم، فلز را ذوب نمی کند و یا جوش ضعیفی ایجاد می کند و استفاده از انرژی بسیار زیاد باعث ذوب بیش از حد فلز، خارج شدن مواد مذاب و ایجاد سوراخ به جای جوش می شود. یکی دیگر از ویژگی های جوشکاری نقطه ای این است که انرژی منتقل شده به نقطه را می توان برای تولید جوش های قابل اعتماد کنترل کرد.
جوشکاری نقطه ای شامل سه مرحله می باشد. اولین مرحله رساندن الکترودها به سطح فلز و اعمال مقدار کمی فشار است. سپس جریان از الکترودها برای مدت کوتاهی اعمال شده و پس از آن حذف می شود، اما الکترودها برای خنک شدن مواد در جای خود باقی می مانند. زمان جوش بسته به ضخامت فلز، نیروی الکترود و قطر الکترودها از ۰٫۰۱ تا ۰٫۶۳ ثانیه متغیر می باشد.
تجهیزات مورد استفاده در فرآیند جوشکاری نقطه ای، نگهدارنده ی ابزار و الکترودها می باشند. نگهدارنده ی ابزار به عنوان مکانیزمی عمل می کند که الکترودها را محکم در جای خود نگه دارد، همچنین از شلنگ های آب اختیاری که الکترودها را در حین جوشکاری خنک می کنند، پشتیبانی می کند. الکترودها عموماً از آلیاژی با مقاومت کم و از جنس مس ساخته شده و بسته به کاربرد مورد نیاز در اشکال و اندازه های مختلف طراحی می شوند.